==DRAFT==
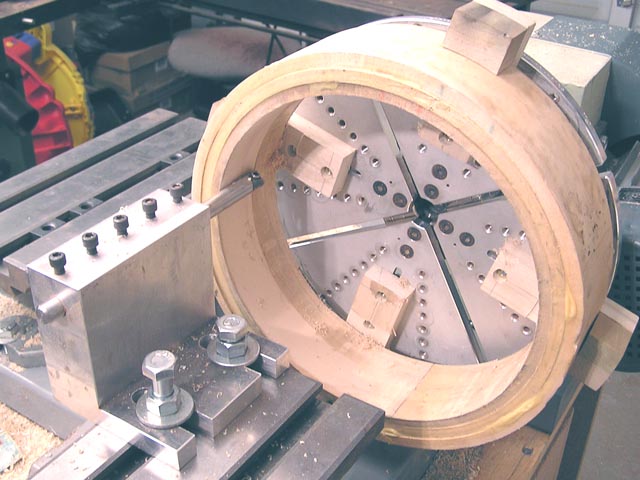 |
This is a boring bar doing an awesome job cutting the entire depth of a rim in one pass! Notice the wooden "false jaws" gripping the rim from the outside diameter. |
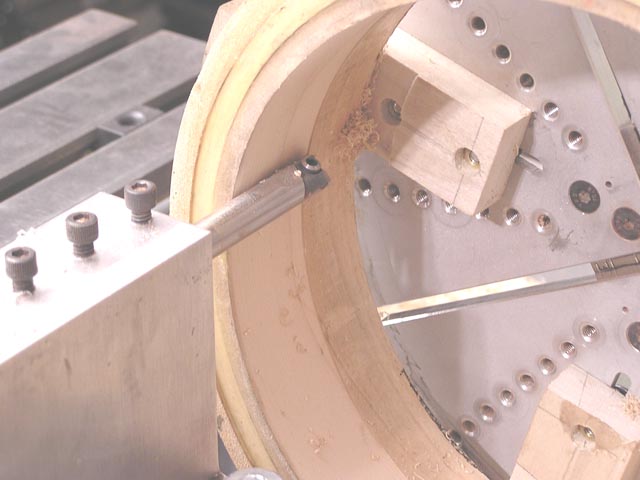 |
A closeup of the same. |
 |
This picture was submitted by rim maker Dan Pennington. He uses a different type of boring bar. This type looks like it is easier to sharpen. Dan told me in an email: "I was grinding a tool to be used inside the rim on the boring bar to be set in the 45º hole so that I could get as close to the faceplate as ossible. The photo was what I came up with. It does get close to the faceplate and since it's a V shape like the carbide thread cutter tool, it cuts very well in both directions with very little chatter after I get the RPM's up a little." |
When I started making block rims -- I think my first was around 1995 -- The hardest thing to figure out was how to round the inside of the rim. I had figured out how to shape the outside. I used a pretty primative arrangement with a horizontally mounted router and mounted the rim on a shaft. With this arrangement I couldn't get at the inside of the rim at all. After I finished the outsied I spent hours sanding the inside round. It was a dreadful experience.
I knew from research that the "big boys" used a chuck with jaws that could grasp the rim from the inside or the outside, but I could not track down a chuck that would work with the spindle on my lathe. I was forced to use a faceplate. My first strategy was to go straight in with a router mounted on a cross slide. The limiting factor was the length of the bits available to me. This method has an maddening tendancy to chip at the internal joints of the rim segments. Because of the limitation of length of router bits I usually had to cut the inside of my layers separately. Lining them up for gluing then became a problem.
I got so fed up with the chipping problem that I made a very long cutting bit that I could put in a toolholder and to straight in. It worked fairly well doing one layer at a time (about 1" to 1.25" deep). As I got braver I tried to do turn the inside of an entire rim. It seemed that no matter how careful I was, my long bit would stop cutting efficiently at about half the depth. I reasoned that the cutting tip was not offset enough and that friction was building up at the side of the bit.
I did more research about how machinists do boring operations and spent hours looking in tooling catalogs. I noticed two things that were different than the approach I was taking: 1. The shank on most boring bits is round rather than square. 2. The cutting point on a boring bar extends perpendicular to the shank.
As I thought through the implications of these factors I realized that the cutting action of a boring bar is exactly the same as the cutting action of cutting tools on the outside of a rim. The business end of the cutting bit is perpendicular to the surface you are cutting. Also one advantage of a round shank is that you can turn the cutting tool in relation to the surface you are cutting.
I invested in a boring bar that looked like it would do the trick. A friend made a very nice toolholder for me. The results were amazing. For the first time I felt I had some control over the inside of my rim. The next major development for me was to begin using a chuck designed for a woodworkers lathe. I can now cut the entire depth of my rim in one pass.